
Năng lực công đoạn được định nghĩa là khả năng giảm thiểu sai lệch trong quá trình sản xuất phẩm.
Năng lực công đoạn chính là độ lớn của sai lệch
Chúng ta cũng có thể hiểu đơn giản hơn là khả năng tạo ra những sản phẩm đồng nhất trong một giai đoạn.
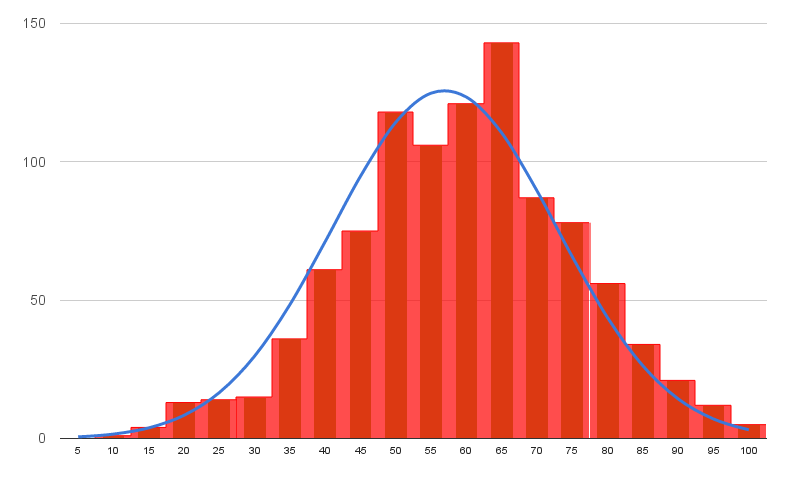
Như blogsanxuat đã giới thiệu ở mục phân tích dữ liệu. Mội sản phẩm tạo ra đều có sai lệch, tức là tạo ra 100 sản phẩm thì tất cả đều khác nhau. Đây gọi là sai lệch ngẫu nhiên.
Vì vậy, một công đoạn tốt (công đoạn có năng lực) là công đoạn có thể làm ra những sản phẩm với sự khác biệt rất nhỏ.
Nói theo cách khác, năng lực công đoạn chính là độ lớn của sai lệch (±3 δ) phát sinh trong chính công đoạn đó.
Điều tra năng lực công đoạn
Bao gồm những công việc sau:
- Chọn một số mẫu sản phẩm ngẫu nhiên trong công đoạn.
- Đo đặc tính chất lượng (dài, rộng, cứng, mềm…).
- Tìm giá trị trung bình X ̅ và độ lệch chuẩn s.
- Đánh giá năng lực cộng đoạn bằng cách so sánh độ lệch chuẩn ±3 δ với tiêu chuẩn
Thông thường, người ta còn dùng chỉ số năng lực công đoạn (Cp, Cpk) để đánh giá năng lực của một công đoạn.
Dưới đây mình sẽ giới thiệu một số tiêu chuẩn đánh giá năng lực của công đoạn bằng Cp để các bạn tham khảo:
- Cp<1.00: Năng lực công đoạn không đủ, phát sinh sản phẩm lỗi
→ Cần tìm kiếm vấn đề để kaizen năng lực công đoạn. Nếu không thể thì còn có một giải pháp khác là mở rộng tiêu chuẩn
- 1.00≤ Cp<1.33 Chưa thể nói năng lực công đoạn đủ, có thể phát sinh sản phẩm lỗi.
→ Cần tìm kiếm vấn đề để kaizen năng lực công đoạn. Nếu không thể thì còn có một giải pháp khác là mở rộng tiêu chuẩn
- 1.33 ≤ Cp<1.67 Năng lực công đoạn đủ.
→ Duy trì trạng thái hiện tại.
- 1.67 ≤ Cp: Năng lực công đoạn dư thừa
→ Xem xét giảm năng lực công đoạn để giảm chi phí, công đoạn đang có năng lực cao quá so với yêu cầu.
Công thức tính Cp và Cpk mình sẽ giới thiệu trong một vài viết khác về năng lực công đoạn trong mục Phân tích dữ liệu, các bạn tham khảo thêm nhé.





